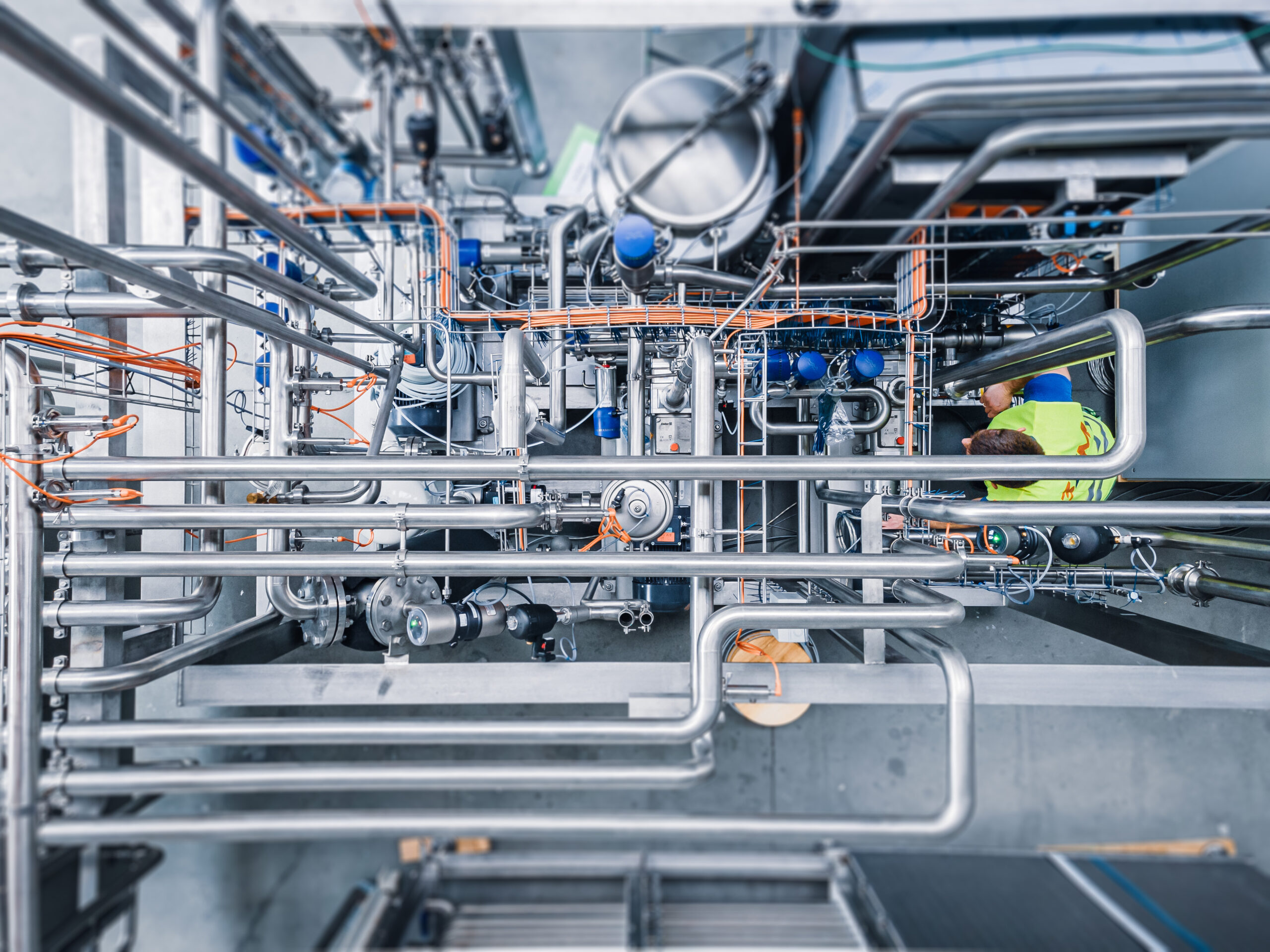

Optymalizacja zużycia zasobów jest kluczowym zadaniem każdego zakładu produkcyjnego. Nasze systemy regeneracji ciepła, wyposażone w zbiornikowe akumulatory energii cieplnej, pomagają zmniejszyć zużycie energii w Twoim zakładzie. Dzięki tym rozwiązaniom możesz:
• Łatwo zintegrować systemy z istniejącą produkcją, bez konieczności wprowadzania znaczących zmian w procesie technologicznym.
• Zachować dotychczasowe parametry technologiczne produkcji, zapewniając ciągłość i stabilność procesów.
• Zmniejszyć zużycie pary i wody lodowej, co przekłada się na oszczędności kosztów i redukcję śladu węglowego.
Dzięki cyfrowemu modelowaniu oraz analizie matematycznej nasze systemy odzysku ciepła są w stanie zapewnić maksymalną efektywność energetyczną Twojego zakładu.

Skuteczna stacja CIP i sanityzacji są kluczowe dla każdej produkcji. Nasze zespoły projektowe i konstrukcyjne tworzą stacje CIP, które są w pełni dostosowane do Twoich potrzeb, z uwzględnieniem przyszłych rozbudów już na etapie projektowania. Rozszerzamy istniejące systemy o dodatkowe trasy oraz dostarczamy dedykowane rozwiązania CIP dla instalacji membranowych i innych obszarów produkcji. Współpracujemy z czołowymi dostawcami chemikaliów, aby optymalizować Twoje procesy CIP i zwiększać ich efektywność, zapewniając najwyższe standardy higieny i jakości.

Nasze nowoczesne systemy kontroli zapewniają pełną automatyzację procesów, precyzyjne zarządzanie produkcją oraz zdalny monitoring i wsparcie online. Dzięki wykorzystaniu technologii IoT i integracji z siecią Internet, maksymalizujemy wydajność i bezpieczeństwo Twojej produkcji.
KLUCZOWE FUNKCJE NASZYCH SYSTEMÓW:

Nasze zbiorniki wielopłaszczowe, wyposażone w funkcję chłodzenia i izolacji termicznej, są specjalnie zaprojektowane do przemiany fazowej laktozy (proces mutarotacji). Dzięki temu serwatka traci swoje właściwości higroskopijne, co znacznie ułatwia proces suszenia i magazynowania produktu gotowego. Proces obejmuje powolne ochładzanie przy użyciu wody lodowej oraz mieszanie, co umożliwia przekształcenie laktozy w odpowiednią formę.
KLUCZOWE FUNKCJE NASZYCH KRYSTALIZATORÓW:

Oferujemy zaawansowane suszarnie rozpyłowe zaprojektowane z myślą o najwyższej wydajności i efektywności procesu. Nasze rozwiązania technologiczne pozwalają na produkcję standardowych produktów proszkowych, produktów aglomerowanych oraz produktów o wysokiej zawartości tłuszczu – do 50%.
KLUCZOWE FUNKCJE NASZYCH SUSZARNI:
TYPOWE ZASTOSOWANIA:
W zakładach spożywczych istnieje stała potrzeba efektywnego dozowania składników płynnych lub proszkowych. Nasze rozwiązania są zaprojektowane, aby sprostać tym wymaganiom, oferując szeroką gamę systemów mieszających oraz wsparcie inżynieryjne w wyborze najlepszej metody realizacji procesu.
METODY DOZOWANIA:
Dozowanie napływowe: z automatycznym przełączaniem składników, zapewniające elastyczność i wydajność w procesie produkcyjnym.
DOSTOSOWANIE I INTEGRACJA:

Standaryzacja białka jest kluczowym procesem w przemyśle mleczarskim, pozwalającym na optymalizację bilansu masy, zwiększenie wydajności oraz zysków zakładu. Nasze systemy standaryzacji białka są projektowane z uwzględnieniem specyfiki produkcji, aby zapewnić maksymalną efektywność i najlepsze wyniki.
KLUCZOWE ROZWIĄZANIA:
Precyzyjna standaryzacja zawartości tłuszczu jest kluczowym elementem nowoczesnej produkcji, zapewniającym, że produkty zawsze spełniają wymagane parametry w optymalny i efektywny sposób. Nasze systemy są zaprojektowane, aby dostosować się do indywidualnych potrzeb klientów, wykorzystując wszystkie sprawdzone metody.
KLUCZOWE KORZYŚCI:

Jesteśmy liderem w projektowaniu i produkcji zaawansowanych systemów filtracyjnych dla przemysłu spożywczego, dostosowanych do indywidualnych potrzeb klientów.
Wykorzystujemy cztery kluczowe technologie filtracyjne:
KOMPLEKSOWE ROZWIĄZANIA:
Tworzymy kompleksowe systemy filtracyjne do przetwarzania mleka, serwatki i produkcji proszków, łącząc technologie w optymalne układy. Nasze innowacyjne systemy zwiększają efektywność i jakość produkcji, zapewniając klientom przewagę konkurencyjną na rynku.

Obserwujemy rosnące zapotrzebowanie na świeże mleko ESL, które charakteryzuje się przedłużonym okresem przydatności do spożycia i minimalną degradacją jakości produktu podczas obróbki. Aby zapewnić najwyższą jakość końcowego produktu, kluczowe jest jednoczesne dostosowanie i dopracowanie części technologicznej i linii napełniającej.
NASZA TECHNOLOGIA:
Oferujemy linie ESL do produkcji mleka o smaku „jak w dzieciństwie” za pomocą technologii mikrofiltracji (MF). Wybraliśmy mikrofiltrację z kilku powodów:
PROCES PRODUKCYJNY:
Nasza linia ESL oparta jest na autorskim podziale na mleko odtłuszczone i śmietankę. Każdy z tych składników jest obrabiany oddzielnie, a następnie łączony w odpowiedniej proporcji, co zapewnia optymalną jakość i smak końcowego produktu.

W 3XM oferujemy szeroką gamę rozwiązań UHT, dostosowanych do różnorodnych potrzeb i zastosowań w przemyśle spożywczym. Nasze moduły UHT są zaprojektowane, aby zapewnić najwyższą jakość i trwałość produktów, jednocześnie zachowując ich naturalne właściwości.
ROZWIĄZANIA UHT:
W procesie doboru najlepszego rozwiązania analizujemy wszystkie dostępne warianty oraz specyfikę produktów, aby zapewnić optymalne rozwiązanie lub ich kombinację, dostosowaną do Twoich potrzeb. Nasze moduły UHT są projektowane z uwzględnieniem najnowszych technologii i standardów higieny, co pozwala na uzyskanie produktów o najwyższej jakości i trwałości.
PASTERYZACJA
W 3XM specjalizujemy się w pasteryzacji, oferując kompleksowe rozwiązania dostosowane do indywidualnych potrzeb naszych klientów. Nasze doświadczenie pozwala na dostarczenie optymalnych rozwiązań, minimalizując zmiany chemiczne, fizyczne i organoleptyczne w produktach.
CHŁODZENIE:
Po pasteryzacji następuje chłodzenie do wymaganej temperatury. Uwzględniamy lokalne tradycje oraz przepisy, aby stworzyć optymalny proces.
ROZWIĄZANIA TECHNICZNE:
Oferujemy różnorodne jednostki pasteryzacyjne, w tym oparte na:
Nasze systemy zapewniają precyzyjną kontrolę temperatury, co jest kluczowe dla utrzymania wysokiej jakości produktów po procesie pasteryzacji. Skuteczne chłodzenie pozwala na wydłużenie okresu przydatności produktów, minimalizuje ryzyko namnażania się drobnoustrojów i zapewnia bezpieczeństwo żywności.
Specjalizujemy się w przetwarzaniu wszelkiego rodzaju produktów mlecznych, dlatego oferujemy szeroki zakres schładzaczy dostosowanych do różnych rodzajów produktów, w tym o różnej zawartości białka i tłuszczu, gęstości i lepkości.
OFERUJEMY:
STACJE ODBIORU MLEKA
Stacje odbioru mleka są podstawą każdej mleczarni, dlatego ważne jest, aby odbiór odbywał się szybko, sprawnie i z doskonałą identyfikowalnością. Nasze stacje są dostępne w różnych wydajnościach, od 10 000 do 100 000 l/h, co pozwala na dostosowanie do indywidualnych potrzeb klientów.
KLUCZOWE FUNKCJE:
Efektywność i szybkość: nasze stacje są zaprojektowane, aby maksymalnie zwiększyć efektywność odbioru mleka, co przekłada się na zwiększenie wydajności.

05-250 Radzymin,
ul. Przemysłowa 5

